

粉末压片机常见故障及使用说明书
发布时间:2023-12-27 11:18:50 作者:科器 浏览量:1088
尊敬的客户:
您好!感谢您购买使用我单位生产的粉末压片机。
为保证压片机的使用效果,请您严格按照使用说明书进行操作。如出现故障,请您及时与我天津市科器高新技术公司联系售后人员联系,或请您联系专业机械维修人员参照此说明书解决。
注意:压片机出厂时排气阀是拧紧的,第一次使用的时候请旋松,压力表后面有标签提示!
1、 用途与适用范围
粉末压片机作为红外分光光度计的附件,用于将溴化钾(KBr)、氯化钠(NaCl)等材料粉末压制成各种规格的试片,以便进行光谱分析,同时它也适用于其它需要相应压力的工作场合。该机结构紧凑,重量轻,升压快,操作简单方便安全。
2、 工作原理
参照图1、图2
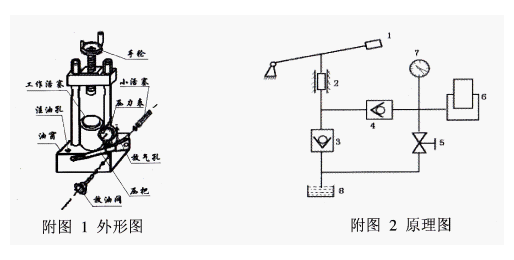
1、压把 2、小活塞 3、单向阀 4、单向阀 5、放油阀 6、工作活塞 7、压力表 8、油池
上下摇动压把,小活塞往复运动,将油从油缸中吸入主体。单向阀阻止油返回油缸,并同时使油不断通过其进入工作活塞缸中及压力表。由于能量的不断储存,高压油逐步形成,从而推动工作活塞上升且在压力表中显示出相应压的压力值(Mpa).
当开启放油阀手轮时,即时卸荷。高压油回到油池中,用手轮将工作活塞复位,压力表示值归零。
4、操作方法
1)排气:
压片机出厂时排气阀是拧紧的,第一次使用的时候首先将手轮调节压力丝杠顶好,并将放油阀手轮顺时针拧好(注意:此时以上两项不要拧的过紧,稍微顶上一点就可以),上下摆动手把,待压力表指针向上运动后停止加压(注意:压力不要过高),松开排气阀后会听到噗的一声排气声,然后将排气阀拧紧,逆时针拧开放油阀手轮,松开压力丝杠。(注:长时间不用油缸内可能会进入少许空气造成掉压,也可以用此法排除故障)
2)将要压制试样,按照压片模具使用说明装好待用。
3)将模具放在压片机工作空间中央位置,通过手轮调节压力丝杠,并用压力丝杠顶好。
4)关闭放油阀(顺时针拧紧)。上下摆动手把。同时观察压力表示值读数(表一 备有压力表示值与实际压力对照)。当达到所需压力后停止加压,并保持3-5分钟(或根据具体要求确定停留时间)。
5、注意事项
1)定期检查油池中油量是否达到3/4高度(工作活塞复位后),若不够高度可打开注油孔螺钉,注入清洁的不含杂质的46#液压油。
2)小活塞及其连动部位,应定期加以适量机油润滑。
3)放油手轮平时应适度拧紧,防止油液溢出,并经常保持清洁。
4)工作活塞需要上升一定高度时,注意工作活塞不超过1/2,以免造成机件损坏。 5)本机加压应小于44Mpa(15吨)。超过时将损坏机器或发生危险。提醒操作者不可
所以超压工作。
6)新机器或有较长时间没有使用时,应在使用之前拧紧放油手轮,加压20-25Mpa;
即卸荷,连续重复几次方可正常使用。
7)若首次启用本机,先将注油孔螺钉上的封孔胶带取下以便正常使用。
8)压力片必须安放在强度足够的工作台面上,必要时降压片机用螺栓固定在工作台上。
9)运输/搬运前请先将排气阀拧紧防止漏油。
表一 压力值与实际压力表对照表
压力表(Mpa) | 12 | 18 | 24 | 30 | 36 | 44 |
压力(吨) | 4 | 6 | 8 | 10 | 12 | 15 |
6、简单故障及排除方法
故障现象 | 原因 | 排除方法 |
无压或上升高度不够 | a) 严重缺油 b) 单向阀有异物 c) 放油阀封闭不严 | 注入46#液压油使之达到3/4以上 松开排气孔紧定,取出弹簧和Φ5.5钢珠。拧下放油阀,取出Φ7钢珠,导柱及弹簧,和Φ5.5钢珠。 1. 检查钢珠是否有伤痕。 2. 检查油孔内是否异物,用不掉毛布将油孔内擦干净。 3. 按顺序将钢珠.弹簧.等放到位,拧紧放油阀,排气孔紧定不要拧紧,上下摆动压把,排气孔出油后,再拧紧紧定。 |
7、注意事项
1)放油阀不要松的过多,(手轮最大旋转360度),非工作状态,手轮不要拧紧。
2)不要长时间把压力打的过高,压力不允许超过(44Mpa),以免造成损坏,影响您的使用。
使用前注意事项:
第一次使用前把液压表头后面的注油孔螺丝旋松,一定需要保证仪器放置平稳,打压的时候手柄幅度大一些,机器上压比较快。长期使用后油不够可以从注油孔直接添加普通30号机油就可以。
故障一:压片机后部导向套13处加压时喷油 。零部件分解示意图(见下页)
解决方法:更换柱塞套9上的“O”型圈。
操作步骤:先拆下支撑套15,取下偏心轴16,再拧松顶丝36,拔出导向套13。用专用扳手拧出锁母11,再勾出柱塞套9,更换“O”型圈8。依次复位,最后按照故障七(见后)的步骤操作。
故障二:压力表连接处漏油。零部件分解示意图(见下页)
解决方法:更换“O”型圈27。
操作步骤:用两只扳手,其中一只卡住压力表,另一只拧下压力表锁母25,这样便可更换“O”型圈27。
故障三:放油阀杆33处漏油。零部件分解示意图(见下页)
解决方法:更换放油阀杆33上的“O”型圈。
操作步骤:将放油阀杆33拧松拔出,这样便可更换“O”型圈27。
故障四:阀螺钉23或31处漏油。零部件分解示意图(见下页)
解决方法:更换紫铜垫22和30,或将其翻个使用。
故障五:大油缸密封螺钉1处漏油。零部件分解示意图(见下页)
解决方法:更换“O”型圈2。
操作步骤:用专用扳手拧下密封螺钉1,更换“O”型圈2。
故障六:加压时手柄17感到回弹,且压力表随手柄抬起而下降。零部件分解示意图(见下页)
解决方法:高压阀密封不严。
操作步骤:拧下阀螺钉23,取出弹簧21,用磁铁附在一个长螺钉上,将钢球20吸出。清除阀口及钢球上的异物,再放入钢球,用长螺钉顶在钢球上用力砸一下。依次复位,最后按照故障七(见后)的步骤操作。
故障七:不上压且不漏油。零部件分解示意图(见下页)
解决方法:低压阀内进气。
操作步骤:拧下阀螺钉31,注入一些机油,用左手指堵住阀口,右手加压。当左手指感到堵不住时(此时阀内空气已经排尽),再拧上阀螺钉31,将整机后仰90°,加压3-4次即可。
故障八:压片机保压不好,掉压>2Mpa/5min。零部件分解示意图(见下页)
解决方法:放油阀密封不严。
操作步骤:将放油阀杆33拧松拔出,将钢球34吸出,清除阀口及钢球上的异物,再放入钢球,用长螺钉顶在钢球上用力砸一下。依次复位。
故障九:压片机上压慢。零部件分解示意图(见下页)
解决方法:压片机内进气。
操作步骤:按照故障七操作一下。若无效,再用专用扳手拧下密封螺钉1,用内六方扳手拧松拉簧螺钉3,拧紧放油阀杆33,加压直到油从大油缸顶部溢出为止。然后依次复位。
故障十:加压时,大油缸升高一段后不再上升,压力也不上升,卸压后又正常。零部件分解示意图(见下页)
解决方法:加油孔螺钉未松开。。
操作步骤:将加油孔螺钉拧松即可。
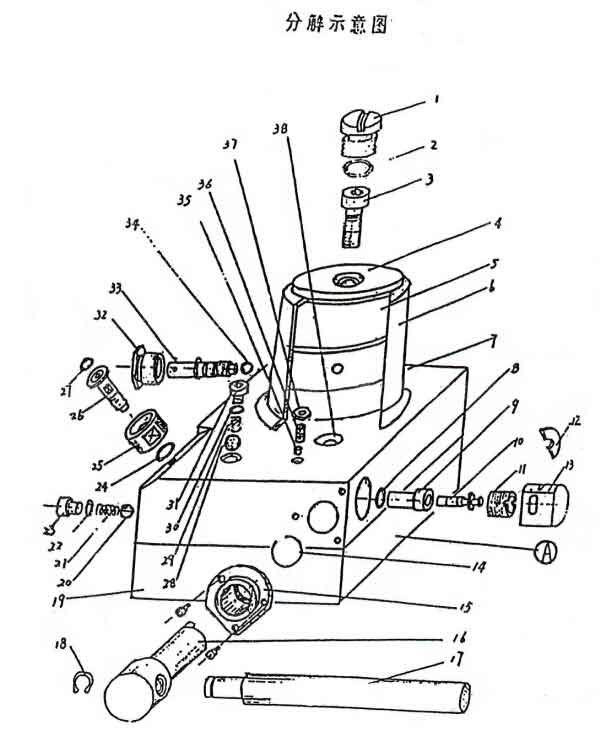
编号 | 名称 | 编号 | 名称 |
1 | 大油缸密封螺钉 | 2.8.27 | “O”型圈 |
3 | 拉簧螺钉 | 4 | 大油缸 |
5 | 缸套 | 6 | 护套 |
7 | 大板 | 9 | 柱塞套 |
10 | 柱塞 | 11 | 柱塞套锁母 |
12 | 半圆挡圈 | 13 | 导向套 |
14.18 | 弹簧卡圈 | 15 | 支撑套 |
16 | 偏心轴 | 17 | 手柄 |
19 | 油池 | 20.28.34 | 钢球 |
21.29 | 弹簧 | 22.24.30 | 紫铜垫 |
23.31 | 阀螺钉 | 25 | 压力表锁母 |
26 | 连接柱 | 32 | 放油阀锁母 |
33 | 放油阀杆 | 35 | 铜柱 |
36 | 顶丝 | 37 | 顶丝锁母 |
38 | 加油孔 |


